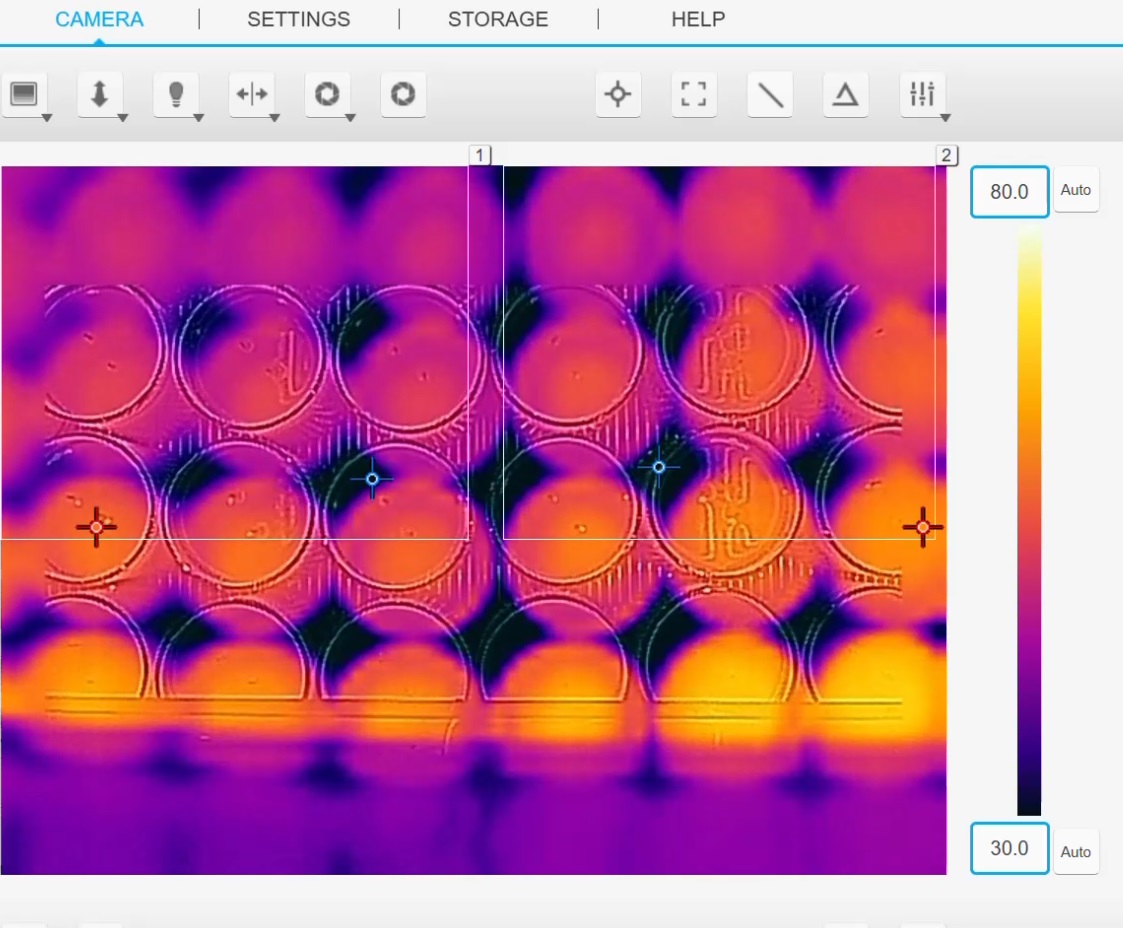
We completed an advanced vision and inspection project for a national distributor, delivering an intelligent temperature-monitoring solution integrated directly into their conveyor system. The system uses thermal imaging cameras to measure product temperatures in real time as cartons move along the line, ensuring quality standards are met without interrupting flow.
Designed as a fully non-evasive solution, the cameras operate passively and require no product handling, so there is zero impact on production speed or carton rate. Our team managed planning, integration, programming, commissioning, and support to ensure seamless operation.
We also implemented comprehensive data logging, allowing the client to track temperatures by batch and verify quality assurance records at any time. By identifying temperature deviations early, the system reduces waste, protects product integrity, and delivers a faster, smarter, and more reliable quality process.